Thomas Sievers, Head of Evaluation, directs his gaze along the length of the line. There is a problem somewhere beneath the 10.40 meter long stainless steel frame – and Sievers detests hidden difficulties. The reason is quickly found and easily remedied this time. The reject box for empty blisters on the BLU 200 is full. In recent months, Sievers has had to deal with quite different challenges. Bringing a new line into line is no cakewalk – particularly when it is the first one to undergo full in-house testing. 
“Never before have we brought out two new machines at the same time – and never have we tested a machine to this extent”, states Product Manager Werner Blersch. The extent meant by Blersch relates to the fact that Uhlmann has practically become a pharmaceutical manufacturer to test the BLU 200 and the C 200. Five million ampoules have been procured, a hall rented, and a situation created to imitate customer production conditions. “We started here with nothing: no power, no network, and no markings”, explains the initiating Project Manager Giuseppe La Gattuta with a sweeping gesture, indicating the separated hall area where the line has been standing since July. Or – more to the point – has been doing everything apart from just standing. After all, it should demonstrate its proficiency – and what is not yet perfect. “We are pushing the line to its limits, and sometimes beyond, to reveal its weak points”, says Blersch.
No surprises for the customer after installation
That is the purpose behind such extensive and time-consuming testing. In future, first customers should also be able to rely on smooth processes. “Even if a prototype is purchased, the customer still expects everything to function. It is a win-win situation when that is the case”, adds Bersch. In order to achieve this, the team set itself technical, qualitative, and optional objectives prior to commencing the project in August 2019. Tasks included timing the duration of complete format changeovers and identifying overall equipment effectiveness (OEE) improvement measures. What sounds like dull theory has left colorful marks on the head-high wall surrounding the test area in the hall. La Gattuta points to a wall covered with printouts. The sheets are arranged systematically. Various colored bars visualize, among other things, the most frequently encountered problems. The bar depicting serious difficulties, which lead to production downtimes, has significantly diminished over the recorded months. “The performance is constantly improving”, says Blersch.
What sounds like dull theory has left colorful marks on the head-high wall surrounding the test area in the hall. La Gattuta points to a wall covered with printouts. The sheets are arranged systematically. Various colored bars visualize, among other things, the most frequently encountered problems. The bar depicting serious difficulties, which lead to production downtimes, has significantly diminished over the recorded months. “The performance is constantly improving”, says Blersch.
Continual unpacking
 The production processes were discussed beforehand with various customers and, where possible, applied. The involved production volumes are enormous and have to be managed. That proves to be difficult. The appointed personnel cannot keep up with unpacking the produced packs.
The production processes were discussed beforehand with various customers and, where possible, applied. The involved production volumes are enormous and have to be managed. That proves to be difficult. The appointed personnel cannot keep up with unpacking the produced packs.
However, Uhlmann will profit from its findings in the future. “We are creating a basis for a new approach to bring Uhlmann products to maturity”, explains La Gattuta. The laying of this foundation is not yet entirely completed. When the team presented the production test results upon completion of the project at the beginning of December, the checkmark behind the stability and quality verification on the basis of OEE improvement, for instance, was missing. “Every day over the past months we have strived to move forward and have made good progress. However, we have not yet fully reached the overall objective in terms of performance assessment and improvement”, says Sievers. “Therefore, although the project has come to an end, we are continuing to work on this to attain 100 percent for all objectives.”
Discover the features of the BLU 200 by clicking on the
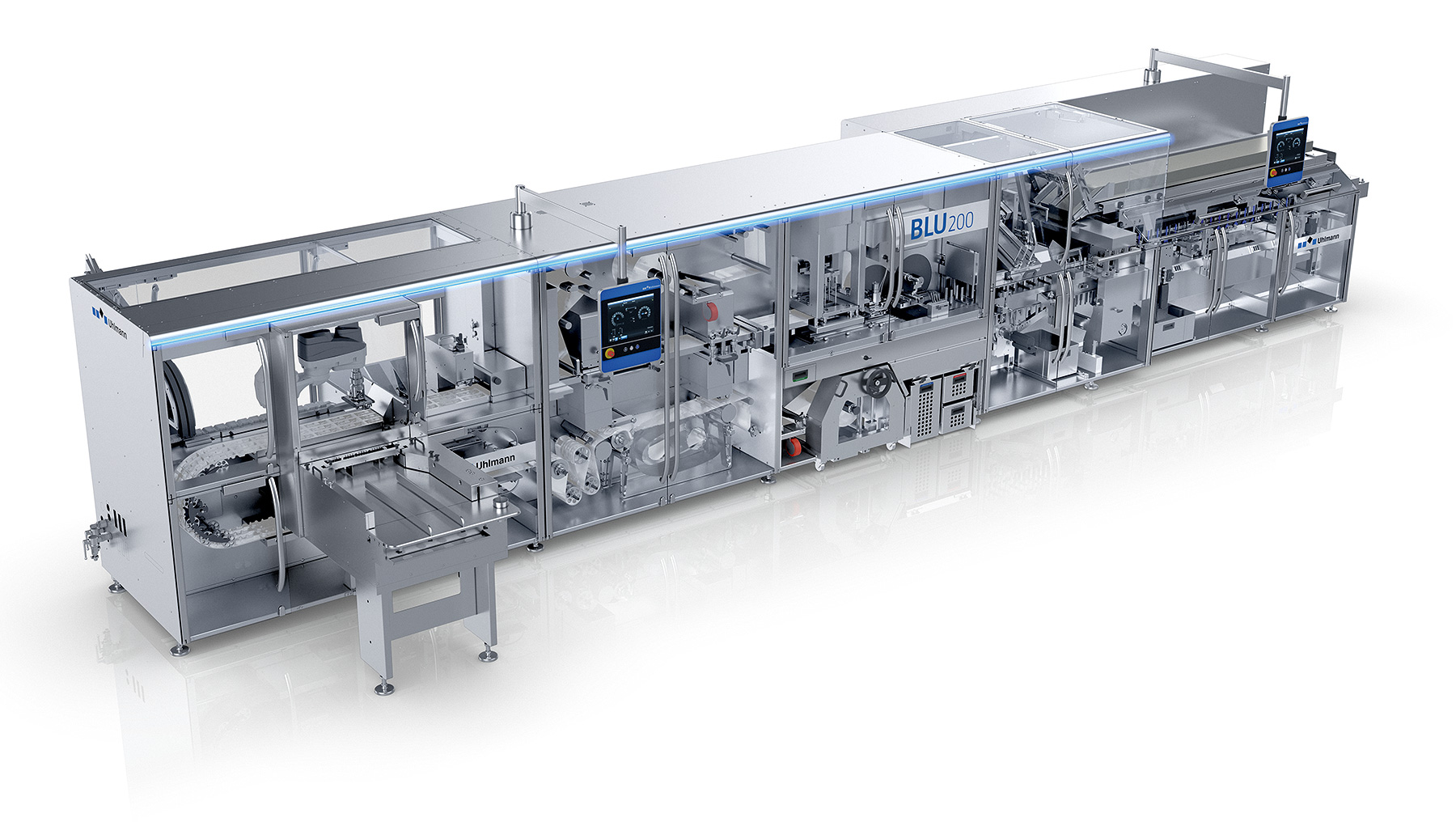
BLU 200 and C 200
Uhlmann wants to tap into new market segments with the new line. The BLU 200 has a maximum output of 200 blisters per minute. Flexible feeding options enable customers to alternate between vials, ampoules, and syringes. Small batch volumes are no problem. Other innovations include the optionally integrated forming material buffer, which allows a reel changeover during ongoing operation, and the forming unit in the lower part of the machine. The upper and lower machine areas are decoupled, with the blisters being guided upwards via a pendulum. As a result, the liquid dose packaging machine is compacter. Also optimized are the reject boxes, the waste cutter, and, in particular, the new transfer with planar suction cups for the reliable transfer of unsealed blisters. The format area of the Cartoner C 200 can be divided, thus enabling a double cycle. Processing cartons up to 85 millimeters in width, the C 200 also attains an output of 200 per minute to match the blister machine.
